在數(shù)控機床上加工工件時,為保證加工精度,必須先使工件在機床上占據(jù)一個正確的位置,即定位,然后將其夾緊。這種定位與夾緊的過程稱為工件的裝夾。用于裝夾工件的工藝裝備就是機床夾具。
一、工件的裝夾及夾具的選擇
1.工件的裝夾
數(shù)控機床上被加工工件的安裝方法與普通機床一樣,也要合理地選擇定位基準和夾緊方案。在安裝工件前,必須要考慮以下原則:
(1)應盡量減少裝夾次數(shù),力爭一次裝夾后能加工出全部待加工面。
(2)在數(shù)控機床上被加工的工件如需要二次裝夾時,要盡可能利用同一基準面以減少加工誤差。
2.夾具的選擇
編程人員一般不進行數(shù)控加工的夾具設計.但要考慮夾具的選用或參與夾具設計方案的討論。在選擇夾具時,一般應注意以下幾點:
(1)應有較高的精度,以滿足數(shù)控加工的精度要求。
(2)夾具結(jié)構(gòu)力求簡單。盡可能選擇通用夾具、可調(diào)夾具及組合夾具,以縮短生產(chǎn)準備周期.
(3)裝卸零件要快速方便,以縮短機床的停頓時間。
(4)要使加工部位開敞,夾緊元件的位置應固定不變,夾具上的各部位不得妨礙走刀。
(5)夾具在機床上安裝要準確可靠.以保證工件在正確的位置上加工。
(6)應有利于實現(xiàn)加工工序的集中,即可使工件在一次裝夾后能進行多個表面的加工,以減少工件裝央次數(shù),減少裝夾引起的誤差。
3.工件在夾緊時的注意事項
工件在夾具中夾緊后才能進行加工。在夾緊時要注意:
(1)夾緊過程中,不能改變工件定位后的位置。
(2)夾緊力的大小適當。既要保證工件在加工過程中其位置穩(wěn)定不變、振動小,又要使工件不產(chǎn)生過大的夾緊變形。
對數(shù)控車床而言,在夾緊前確定工件的伸出長度時(見圖2-8),必須考慮工件的加工長度、切斷車刀的寬度、刀架與卡盤之間必要的空間距離等因素。
對數(shù)控銑床、數(shù)控加工中心而言,在夾緊前通過用百分表測量來調(diào)整工件的一些主要平面分別與X,Y,Z軸相平行。
二、工件原點的確定
編程人員在編制加工程序時已經(jīng)確定了一個工件原點,但對于裝夾好的工件,必須把編程時確定好的工件原點體現(xiàn)出來.這種在裝夾好的工件上確定工件原點的方法叫對刀。一般通過工件的試切或由刀具、尋邊器與工件某些表面接觸時的相對位置來完成對刀。圖2-8所示的是通過試切法確定工件原點。
三、起刀點和換刀點的確定
起刀點是指在數(shù)控機床上加工工件時,刀具相對干工件運動的起始點。起刀點應選擇在不妨礙工件裝夾、不會與夾具相碰及編程簡單的地方。對于數(shù)控車床一般選在靠近參考點附近;對于數(shù)控銑床、數(shù)控加工中心一般選在工件坐標系一X(或+X)與+Y、+Z靠近切入點的附近(即人面對機床時,起刀點在左前上方或右前上方)。
數(shù)控車床、數(shù)控銑床等在加工時常需換刀,故編程時還要設置一個換刀點,換刀點應設在工件的外部,避免換刀時碰傷工件。數(shù)控加工中心換刀將在刀庫的特定位置進行,所以在編程時可不考慮。一般換刀點選擇在第一個程序的起刀點或機床參考點上。

 發(fā)布時間:2016-03-26
發(fā)布時間:2016-03-26 點擊次數(shù):
點擊次數(shù): 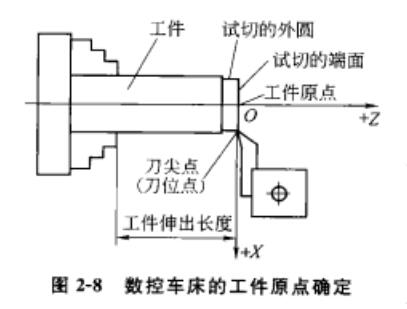

 當前位置:
當前位置:  上一篇:
上一篇: 返回列表
返回列表
